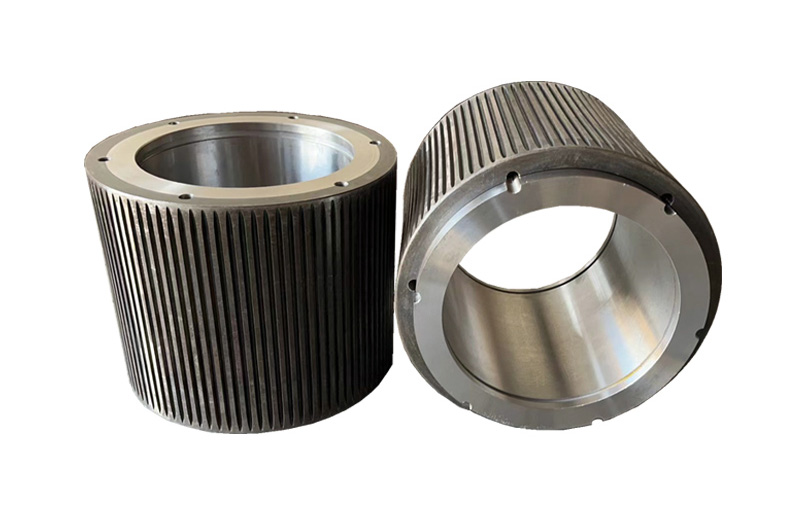
Dvojzubý valčekový plášť



Valcový plášť peletovacieho mlyna je dôležitým príslušenstvom peletizátora, ktorý sa tiež ľahko nosí ako prstencová matrica. Funguje hlavne s prstencovou matricou a plochou matricou na rezanie, miesenie, fixáciu a stláčanie surovín na dosiahnutie peletizácie. Valcové plášte sa široko používajú na spracovanie peliet z krmiva pre zvieratá, peliet z biomasy atď.

V procese granulácie, aby sa zabezpečilo, že surovina sa môže vtlačiť do otvoru matrice, musí existovať určité trenie medzi plášťom valca a materiálom, takže pri výrobe plášťa valca sa navrhne s rôznymi formami drsných povrchov, aby sa zabránilo skĺznutiu valca. Existujú tri najčastejšie používané druhy povrchov: jamkový typ, typ s otvoreným koncom a typ s uzavretým koncom.
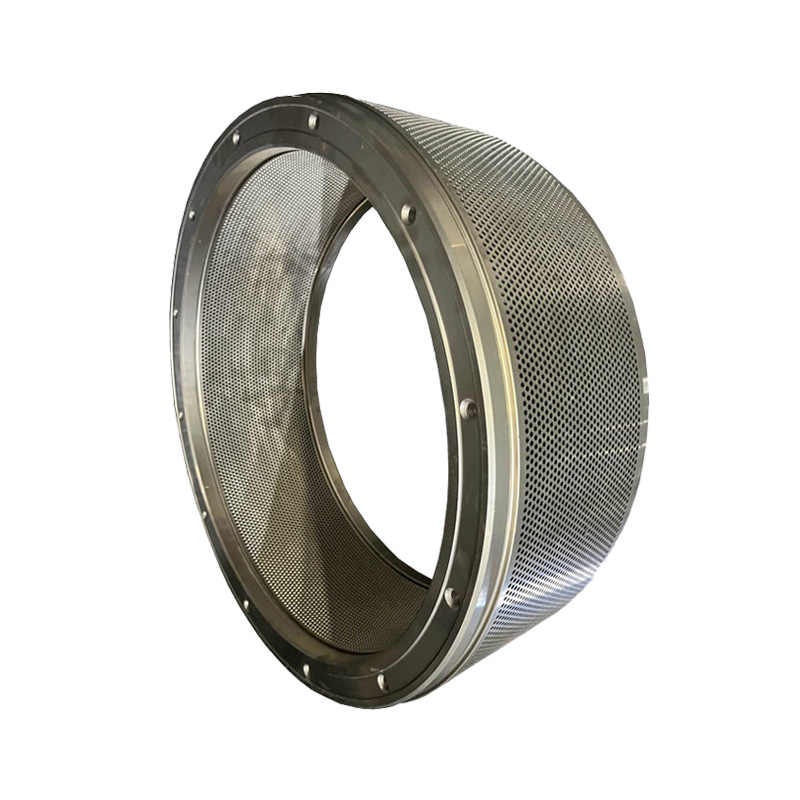
jamkovitý valčekový plášť
Povrch jamkovaného plášťa valca pripomína plást s dutinami. Počas používania sa dutina naplní materiálom, čím sa vytvorí trecia plocha s malým koeficientom trenia, materiál sa ľahko neposúva do strán, opotrebovanie prstencovej matrice granulátora je rovnomernejšie a dĺžka získaných častíc je konzistentnejšia, ale výkon valcovaného materiálu je o niečo horší, čo môže mať vplyv na výťažnosť granulátora a v skutočnej výrobe nie je taký bežný ako otvorený a uzavretý typ.

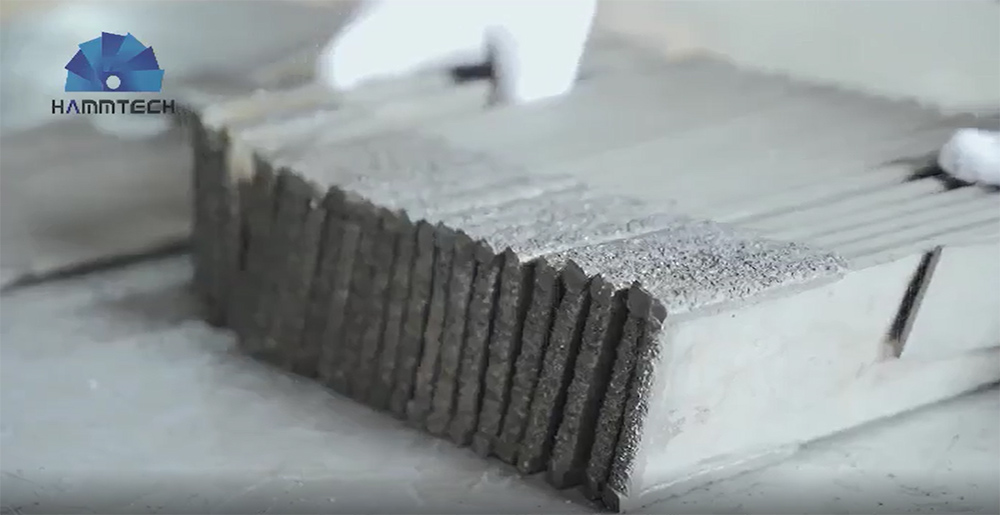
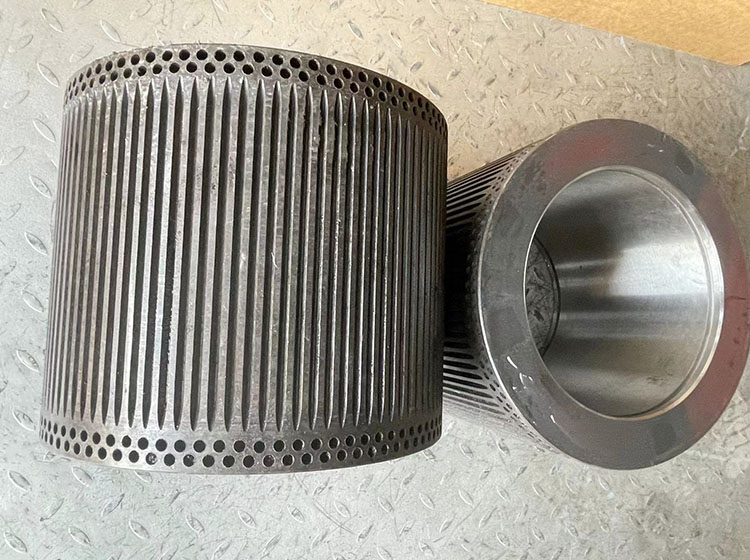
Otvorený valčekový plášť
Má silnú protišmykovú schopnosť a dobrý výkon valcovaného materiálu. Počas výrobného procesu sa však materiál posúva v drážke zuba, čo môže viesť k problému so posúvaním materiálu na jednu stranu, čo má za následok určitý rozdiel v opotrebovaní plášťa valca a prstencovej matrice. Vo všeobecnosti je opotrebovanie na oboch koncoch plášťa valca a prstencovej matrice značné, čo vedie k ťažkostiam s vyprázdňovaním materiálu na oboch koncoch prstencovej matrice po dlhú dobu, takže vyrobené pelety sú kratšie ako stredná časť prstencovej matrice.
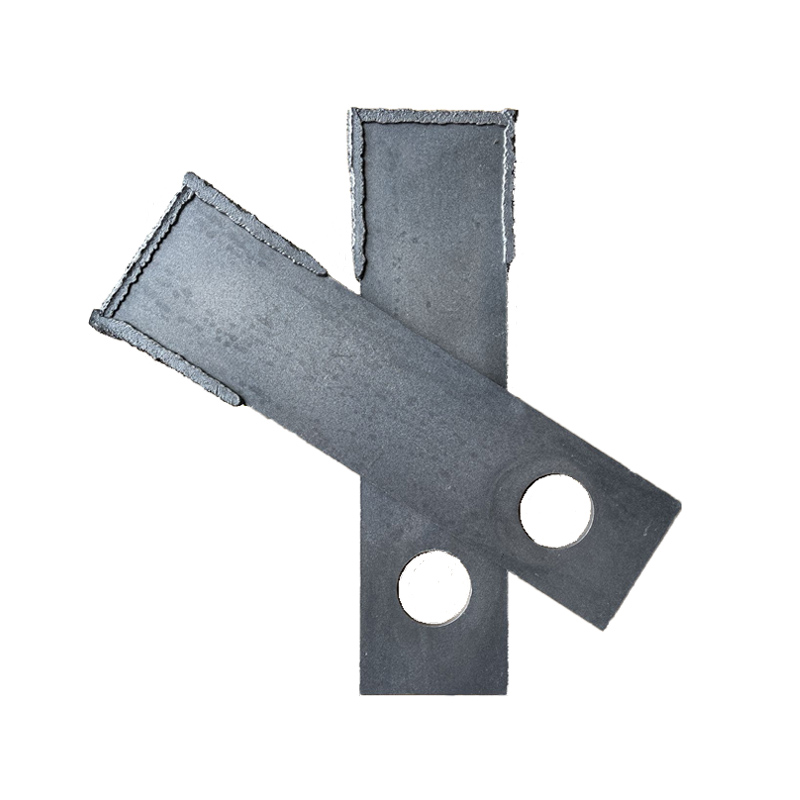
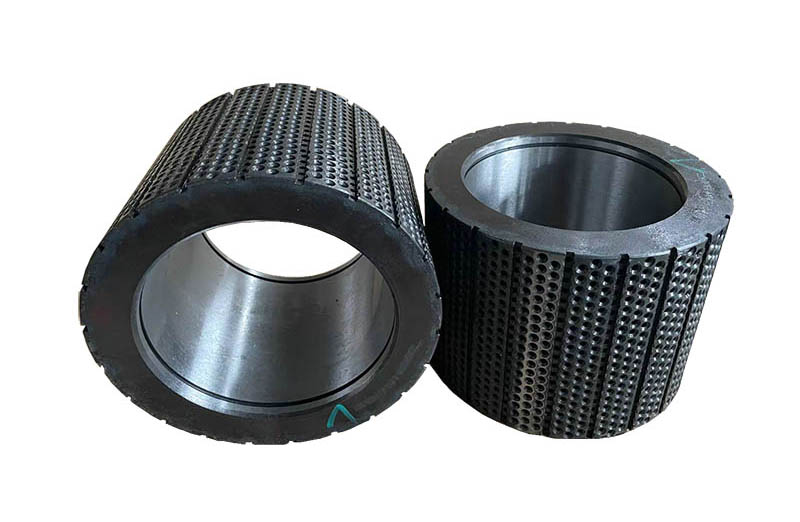
Uzavretý valčekový plášť
Dva konce tohto typu plášťa valca sú navrhnuté ako uzavretý typ (typ s ozubenou drážkou a utesnenými okrajmi). Vďaka uzavretým okrajom na oboch stranách drážky sa surovina pri extrúzii ľahko neposúva na obe strany, najmä pri extrúzii vodných materiálov, ktoré sú náchylnejšie na posúvanie. To znižuje toto posúvanie a vedie k rovnomernému rozloženiu materiálu, rovnomernejšiemu opotrebovaniu plášťa valca a prstencovej matrice, a tým k rovnomernejšej dĺžke peliet.